
Page 22 - eBC10210_機械製造(下)_課本PDF
P. 22
12 機械製造 下
2 配合制度
在製造機件時,公件的尺寸相對於母件更容易控制;例如一支鑽頭鑽孔(母件)後,
可經由車削加工軸(公件)決定配合種類;若是先決定軸(公件)尺寸,卻需用一組鑽
頭依配合種類來進行鑽孔(母件)。為考量加工方法、產量及配合,因此產生採取先決
定軸尺寸,再考慮孔尺寸;或先決定孔尺寸,再考慮軸尺寸的二種配合制度,如圖 7-7
所示,茲分述如下:
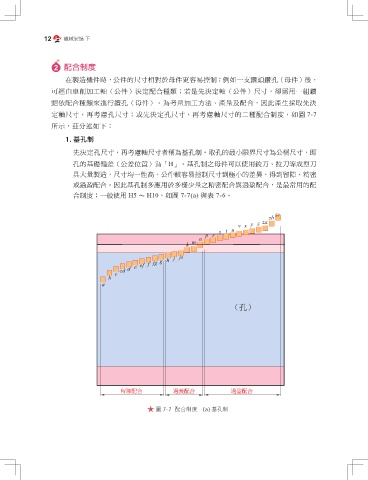
1. 基孔制
先決定孔尺寸,再考慮軸尺寸者稱為基孔制。取孔的最小限界尺寸為公稱尺寸,即
孔的基礎偏差(公差位置)為「H」。基孔制之母件可以使用鉸刀、拉刀等成型刀
具大量製造,尺寸均一性高。公件較容易控制尺寸到極小的差異,得到留隙、精密
或過盈配合。因此基孔制多應用於多樣少量之精密配合與過盈配合,是最常用的配
合制度;一般使用 H5 ~ H10,如圖 7-7(a) 與表 7-6。
zc
zb
vx y z za
s t u
pr
n
k m
js
cd d e ef f fg g h j
c
b
a
ȞЌȟ
ሪӫ ႆ෮ӫ ႆࣴӫ
圖 7-7 配合制度 (a) 基孔制