
Page 16 - eBB029_數值控制機械實習 I_課本PDF
P. 16
CNC 銑床因其加工範圍廣泛,相對地銑刀的種類也是蠻多的,如:面銑
刀、端銑刀、搪孔刀等,鑽頭、鉸刀與螺絲攻等,而端銑刀又可細分為多種,
茲就以下敘述:
面銑刀
面銑刀其加工面較大,故最常用於平
面的銑削,於短時間削除大量的材料(圖
1-20),面銑刀之刀片都是以碳化鎢刀片
固鎖於刀架上,因此使用起來非常方便,
刀片磨損就可立即更換,不必再研磨,省
時且效率高,一塊刀片於磨損時可使用 圖 1-20 面銑刀
四面,非常的經濟。
面銑刀之切削寬度主要是依刀具壽命和切削效率所決定,切削寬度越寬
效率越好,但刀具壽命越短,所以應取得比較適合之切削寬度,在效率與壽
命之間取得最佳化,一般在面銑加工時以不超過刀具之有效半徑為佳。設刀
具有效半徑為 100mm,面銑加工以不超過 50mm 較佳。
面銑刀的規格一般包含下列項目:
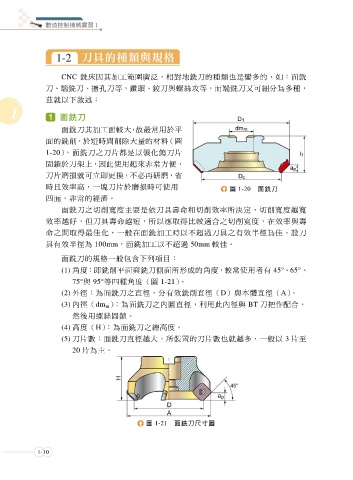
(1) 角度:即銑削平面與銑刀側面所形成的角度,較常使用者有 45°、65°、
75°與 95°等四種角度(圖 1-21)。
(2) 外徑:為面銑刀之直徑,分有效銑削直徑(D)與本體直徑(A)。
(3) 內徑(dm m):為面銑刀之內圓直徑,利用此內徑與 BT 刀把作配合,
然後用螺絲固鎖。
(4) 高度(H):為面銑刀之總高度。
(5) 刀片數:面銑刀直徑越大,所裝置的刀片數也就越多,一般以 3 片至
20 片為主。
圖 1-21 面銑刀尺寸圖
1-10