
Page 18 - eBB029_數值控制機械實習 I_課本PDF
P. 18
端銑刀之刀刃可細分為 2 刃、3 刃、4 刃及 6 刃等,依照其刃數的多寡來
區分螺旋溝槽,2 刃端銑刀就有 2 個螺旋溝槽,相對地 4 刃端銑刀就有 4 個溝
槽,刃數越多所加工的道次就越多,相對地價格也高出許多,而粗精削的差
別並不在於刃數的多寡,需看刀刃形狀,直刃螺旋型為精削用;波浪螺旋型
為粗削用(圖 1-26)。
圖 1-26 端銑刀種類
平端銑刀的中心有兩種型式:切削中心型與中心孔型。在判斷上可觀察
端銑刀的端面,刀刃有通過中心的即為切削中心型,刀刃未通過中心且留有
一孔就是中心孔型,切削中心型可用來鑽孔,而中心孔型則無法鑽孔(圖
1-27)。
A:切削中心型 B:中心孔型
圖 1-27 切削中心型與中心孔型
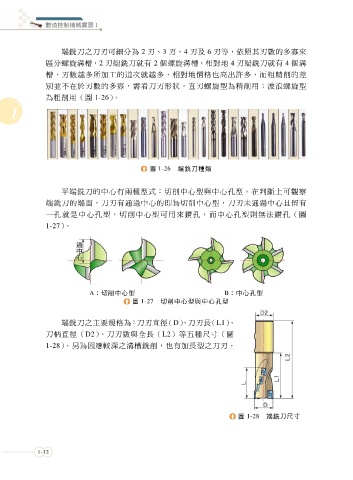
端銑刀之主要規格為:刀刃直徑(D)、刀刃長(L1)、
刀柄直徑(D2)、刀刃數與全長(L2)等五種尺寸(圖
1-28),另為因應較深之溝槽銑削,也有加長型之刀刃。
圖 1-28 端銑刀尺寸
1-12